Sistemas de Atmósfera Controlada
Ingeniería de alta precisión para regular la respiración celular de la fruta de exportación. Preservamos la condición de manzanas, arándanos y kiwis durante tránsitos marítimos prolongados.
Equipos de Alta Precisión
Sistemas diseñados por Van Amerongen para el control absoluto de gases dentro de cámaras frigoríficas. Tecnología de flujo inverso y bajo consumo energético.
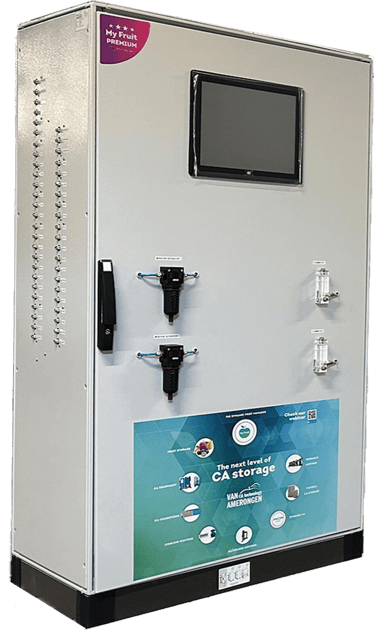
Absorbedor de CO₂
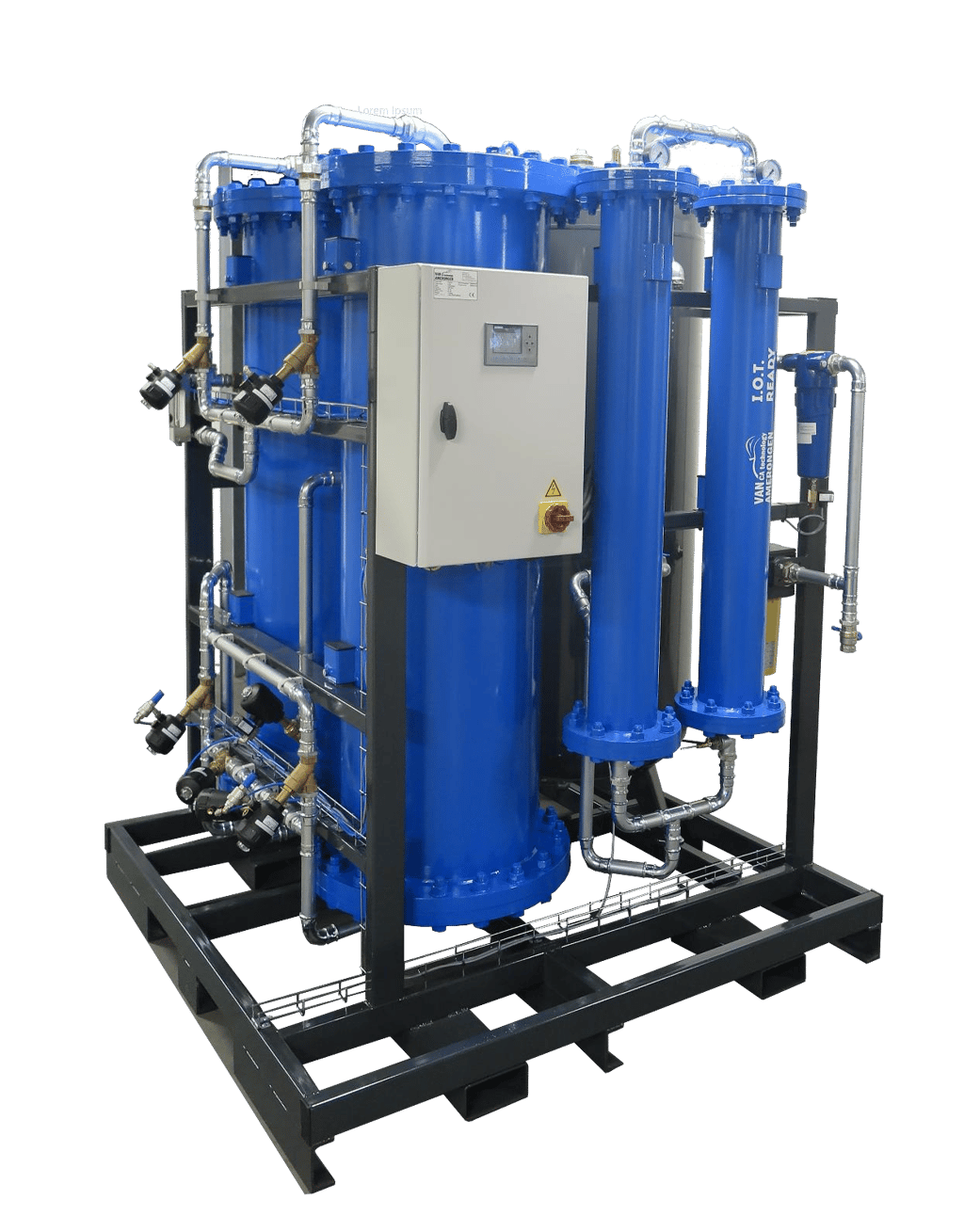
Generador de N₂ PSA
El absorbedor de CO₂ está diseñado para la eliminación eficiente y de bajo mantenimiento del CO₂ manteniendo al mismo tiempo niveles bajos (dinámicos) deO₂ en las cámaras de almacenamiento CA, sin la necesidad de inyección adicional de nitrógeno. Esto garantiza un tiempo de inactividad mínimo y reduce los costes de mantenimiento. Se puede acceder fácilmente a todos los componentes técnicos, como válvulas y motores, a través de paneles de chapa de desmontaje rápido para realizar tareas de mantenimiento.
Se incluyen contactos de alarma estándar para aire comprimido, sobrecarga térmica y sobretensión, lo que mejora la fiabilidad del sistema y mantiene bajos los requisitos de mantenimiento.
Mantiene bajos los niveles (dinámicos) de O₂ en las salas de aire comprimido durante la adsorción de CO₂
Sistema de contracorriente de un solo tanque para una máxima eficiencia y ahorro energético
Fácilmente accesible para el servicio y el mantenimiento
Diseñado para ofrecer un rendimiento de alta capacidad durante toda su vida útil
Adsorción dinámica de CO₂ para una eficiencia máxima
La PSA (adsorción por oscilación de presión) es especialmente adecuada para proyectos que requieren grandes volúmenes de nitrógeno a alta presión. El sistema PSA puede producir nitrógeno de muy alta pureza. Suministramos unidades PSA con niveles de oxígeno residual <0,1 % y capacidades de hasta 210m³/h.
Mayor presión de salida (ideal para grandes sistemas Palliflex o tuberías estrechas <50 mm)
Alta pureza del nitrógeno (<0,3 % de oxígeno residual)
Grandes capacidades (hasta 210 m³/h)
Sistema de filtración VA para un rendimiento de alta capacidad durante toda la vida útil
Diseñadas de acuerdo con los estrictos requisitos de la certificación PED
Fijación óptima del carbón activado dentro de los recipientes
Generador de N₂ VPSA
Quemador de Etileno
La tecnología VPSA (adsorción por oscilación de presión al vacío) es especialmente adecuada para proyectos que requieren la producción de nitrógeno libre de aceite a baja presión con alto rendimiento. El sistema funciona a baja presión (<1,0 bar), lo que lo hace energéticamente eficiente y fácil de mantener.
El sistema integrado de circulación e inyección permite tiempos de descenso rápidos, lo que permite que las cámaras de almacenamiento alcancen rápidamente las condiciones atmosféricas deseadas. El soplador sin aceite utilizado en nuestros sistemas VPSA evita la contaminación del tamiz molecular de carbón (CMS) por residuos de aceite. En combinación con el funcionamiento a baja presión y la regeneración al vacío, esto duplica con creces la vida útil prevista del carbón.
Producción de nitrógeno sin aceite para un rendimiento de alta capacidad durante toda la vida útil
Sistema de baja presión (<1,0 bar), energéticamente eficiente y de fácil mantenimiento
Sistema integrado de circulación e inyección para tiempos de descenso rápidos
Vida útil prolongada del CMS (>15 años)
El quemador de etileno está diseñado para eliminar eficazmente el etileno de las cámaras de almacenamiento, garantizando la calidad de la fruta a largo plazo con mínimo consumo energético y mantenimiento.
Los quemadores de etileno de Van Amerongen se basan en la tecnología probada de los reactores de flujo inverso para la oxidación catalítica. Estos reactores permiten solo una pequeña diferencia de temperatura entre la entrada y la salida de la corriente de aire purificada de etileno. La diferencia de temperatura se controla mediante la sincronización del flujo inverso de aire que pasa a través del sistema. El calor necesario para
oxidar el etileno se acumula en el reactor, y el intercambio de calor se produce a través de un intercambiador cerámico de alta eficiencia.
Lecho catalítico aislado e intercambiador de calor de alta eficiencia en una sola unidad
Aumento mínimo de la temperatura del aire en la sala de CA (<5 °C)
Contenido de etileno reducido a <5 ppb a una temperatura de trabajo de 280 °C
Funcionamiento energéticamente eficiente mediante la recuperación de calor en el reactor de flujo inverso






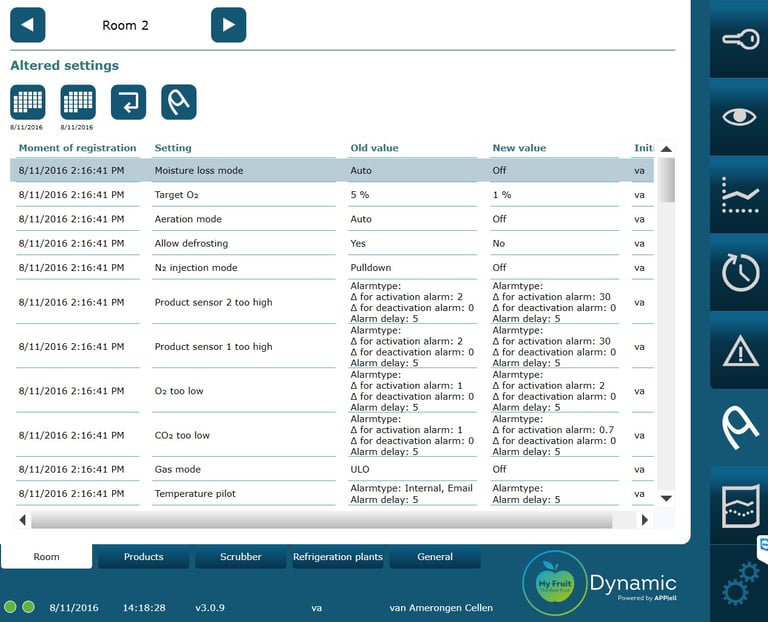
Software MyFruit Manager
Plataforma centralizada para el control en tiempo real de la atmósfera y la refrigeración. Accesible desde cualquier dispositivo para asegurar la trazabilidad del proceso.